消失模设备 | 消失模铸造设备 | 消失模 | 消失模铸造机械 | 消失模铸造工艺 | 消失模铸件
PRODUCTS
黄经理:13931867626 田经理:18849133888
时间:2020-05-29 15:29:51 来源:精瑞机械
上一篇:消失模铸造设备的优势性能
下一篇:使用消失模设备时有哪些注意事项
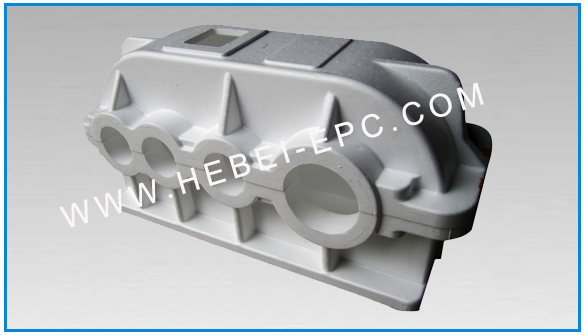
变速箱壳体白模、铸件
耐热耐磨提升机
振动筛分机
消失模设备 | 消失模铸造设备 | 消失模 | 消失模铸造机械 | 消失模铸造技术 | 消失模铸件 | 网站地图
版权所有:河北久达机械科技有限公司 售后 地址:河北省辛集市南吕村工业区
电话:86-311-83335988 传真:86-311-83419292
技术支持:荣力达科技 冀ICP备16027059号-1 营业执照

 营业执照
营业执照